免喷涂是针对喷涂而言的,免去喷涂一步注塑成型,但由于免喷涂塑料自带颜色效果无需二次喷漆的特点,它对产品结构及模具的要求都比普通塑料注塑要高很多。
免喷涂至今仍然存在流痕及熔接痕的瓶颈问题,前面我们已经为大家介绍过下面三种容易产生流痕缺陷的免喷涂典型结构案例:1.产品外观面有明显的孔洞类结构;2.产品背面有较多螺丝柱、卡扣、加强筋等的产品结构;3.产品壁厚不均,中间位置部分减薄的结构。
这篇文章以一个带孔洞的水煲外壳为案例,为大家讲解一下如何改善熔接痕对结构件的影响。

如上图所示,这是一个电水煲的外壳,在出水口处有一个三角形的孔洞,之前我们已经分析过,孔洞越稀疏越大的熔接痕会更明显,所以这是一个典型的孔洞导致强熔接痕的案例。
大家都知道,熔接痕是免喷涂结构件无法完全避免的问题,何况该结构件带有孔洞。那要如何进行改善呢?
改善的方式有以下两种:
第一种:通过急冷急热注塑工艺改善熔接痕问题
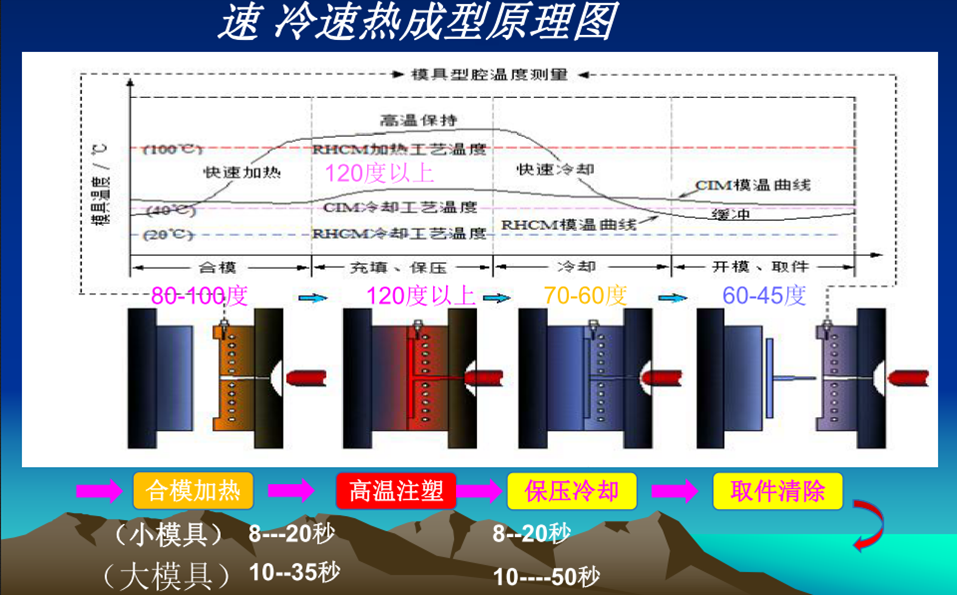
急冷急热注塑工艺指在注塑前向模具水路吹入高温高压汽水混合物,使模具的温度迅速上升达到高分子材料转变温度至Tg以上,注入熔融树脂。
注塑填充完成后,打入高压冷却水使模具温度迅速下降到树脂变形的温度以下。这样的循环周期,就会形成没有金属粉熔结线且表面高光亮的免喷涂塑料制品。
第二种,把熔接痕控制到不明显的位置

这个产品就是一个典型案例,通过进胶口及注塑方式的变动,左图我们把熔接痕逼到了把手位置,这样等组装上把手后,就掩盖了熔接痕的缺陷,从而不影响美观。右图我们把熔接痕较好的控制在出水口位置,直线正对着倒三角的尖角处,这样看起来有点像是刻意的线条,很大程度上降低了熔接线对产品美观度的影响。
这两种方式都是有效减少熔接痕对免喷涂结构件美观影响的方式,也是我们鸿盛新材在探索免喷涂的道路上总结出来的有效方式,在此分享给大家共同学习探讨!

(想了解更多咨询请关注鸿盛公众号)


![]()

在线沟通,请点我在线咨询
咨询热线:
86-0760-22137738
400-6268-168
客服qq:
3021792330
